Ensure medical and industrial sealing compliance with our top-tier sterilizable substrates and indicator materials.
In modern industrial and medical manufacturing, heat-sealing equipment serves as the cornerstone for maintaining package integrity and sterility. The global market is transitioning rapidly towards validation-ready, smart-monitored sealing units. This is driven by rigorous medical device guidelines and sterile barrier system requirements. High-performance sealing is not merely about joining two polymeric or composite webs; it involves the absolute control of the thermodynamic trifecta: temperature, pressure, and dwell time. For sterile applications, any micro-channel leak or seal degradation can lead to microbial ingress, rendering sterilizable goods unsafe and compromising the health of end-users worldwide.
Modern industrial operations utilize rotary band sealers, pneumatic impulse sealers, and continuous validation sealers. These units incorporate integrated sensors that feed directly into ERP systems, providing complete traceability of thermodynamic parameters for every batch produced.
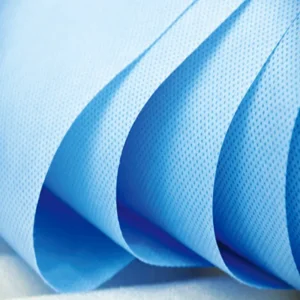
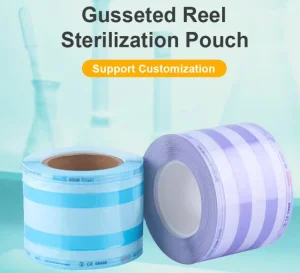
For sterilization pouches and wrap systems to function correctly, they must match the heating profile of the sealing equipment. Standard configurations pair high-barrier medical films with medical-grade paper, SMMS wraps, or specialty nonwovens to allow sterilant gas penetration while blocking microbial agents.
A comprehensive assessment of the world's leading brands engineering next-generation sealing and validation equipment.
| Manufacturer | Headquarters | Core Specialization | Compliance Standards |
|---|---|---|---|
| hawo GmbH | Germany | Medical rotary sealers, validation systems | ISO 11607-2, EN 868 |
| Audion Elektro | Netherlands | Industrial band sealers, vacuum impulse sealers | CE, ISO 9001 |
| Syntegon (Bosch Packaging) | Germany | High-speed automated industrial packaging systems | GMP, FDA compliant |
| Gandus Saldatrici | Italy | Medical device and industrial sealing machinery | ISO 11607, EN 868-5 |
| Packaging Aids (PAC Machinery) | USA | Heavy-duty impulse sealers, vacuum packagers | Mil-Spec, CE |
| Accu-Seal | USA | Pneumatic impulse sealers, validation-critical lines | ISO 11607, NIST traceable |
| Fujimori Kogyo (Zack) | Japan | High-precision pharmaceutical and industrial pouch lines | JIS, GMP |
| Star Universal | UK | Heavy-duty industrial impulse and heat sealers | UKCA, CE |
| Guangdong Onyx Medical (Integration Solutions) | China | Co-development of medical barrier systems & seal materials | ISO 13485, CE, ISO 9001 |
| Aline Systems | USA | Custom automated thermal and impulse sealing machines | NIST Calibrated |
hawo leads the medical sector with state-of-the-art rotary sealers and validation-ready equipment. Their devices utilize advanced microprocessor controls to measure parameter variations and automatically halt the sealing cycle if variables diverge from target ranges, ensuring ISO 11607 compliance.
Audion offers a broad spectrum of sealers, from simple impulse manual sealers to large-scale vacuum and gas flush validation band sealers. Their machines are known for robust heating element tensioning systems, preventing ribbon distortion during high-volume runtimes.
Syntegon specializes in vertical and horizontal flow wraps and automated end-of-line packaging. They lead in high-speed, continuous heat-sealing technologies for food, beverage, and bulk pharmaceutical applications requiring sub-second cycle times.
Based in Italy, Gandus engineers medical pouch sealers and heavy-duty industrial sealers. They are pioneers in integrating barcode scanners and network printing directly onto sealing lines to facilitate tracking in sterile processing departments (CSSD).
As part of PAC Machinery, Packaging Aids manufactures heavy-duty impulse bag sealers and continuous band sealers. They are widely utilized in military, aerospace, and general industrial sectors requiring high seal strength on thick thermoplastic films.
Accu-Seal provides thermal sealers designed for medical packaging and electronic component ESD moisture barrier bags. Their machines emphasize precision pneumatic control to ensure consistent pressure profile delivery across the sealing bar.
Fostering the meticulous Japanese standards, Fujimori Kogyo designs integrated filling and sealing machinery for flexible spouted pouches, food preservation laminates, and sterile pharmaceutical packaging lines.
A major player in the UK market, Star Universal supplies bag sealers designed for durability and high-volume outputs. Their sealers employ unique water-cooled bars for continuous high-speed industrial processing without heat build-up.
Guangdong Onyx Medical bridges the gap between machinery and substrates. Acting as a strategic integration supplier, Onyx manufactures certified packaging, tapes, and sterilization consumables that are custom-tailored to operate optimally on global top-tier heat-sealing equipment.
Analyzing key advancements in engineering, global sourcing requirements, and China's smart manufacturing paradigm.
Industrial procurement departments now demand comprehensive system solutions rather than isolated components. Sourcing managers seek machinery partners whose equipment is calibrated to run on widely available medical-grade papers and SMMS substrates, mitigating the risk of seal failure and reducing total cost of ownership (TCO).
With massive domestic infrastructure, Chinese manufacturers like Guangdong Onyx Medical have integrated Factory 4.0 concepts. By utilising Class 100,000 cleanrooms and PLC-controlled automated lines, they achieve cost efficiencies while guaranteeing absolute consistency in material thickness, peelability, and temperature resistance.

Guangdong Onyx Medical Co., Ltd. is a leading national high-tech enterprise specializing in the research, development, production, and supply of advanced materials for the personal care, medical, and electronics industries. Since its establishment, the company has adhered to a core philosophy of innovation and quality, dedicated to providing high-quality products and solutions to customers worldwide. Located in Guangdong, China, the company operates a modern manufacturing facility covering over 60,000 square meters, equipped with three Class 100,000 cleanrooms and more than 30 PLC-controlled automated production lines. This state-of-the-art infrastructure ensures that every production process meets the highest levels of precision and safety, adhering to international standards.
Operating under the guiding principles of "Technological Innovation, Quality First," the company places a strong emphasis on quality control while ensuring sustainable production processes. With a commitment to environmental protection, resource utilization, and social responsibility, Onyx Medical has gained a reputation as a trusted partner in the healthcare, personal care, and electronics industries. Moving forward, Onyx Medical is dedicated to pushing the boundaries of material science, providing innovative and efficient solutions for its customers worldwide.







The company develops advanced biomaterials and medical sensors widely used across various healthcare sectors, including diagnostic equipment, vital signs monitoring systems, and patient care products. Onyx Medical is dedicated to continuous innovation to enhance patient outcomes and improve the quality of care.
Onyx Medical provides high-quality materials for personal care products, particularly in the infant diaper and hygiene product markets. The company ensures that its products offer superior comfort, safety, and moisture absorption, catering to the growing demand in global markets.
Onyx Medical manufactures high-precision medical sensors and control consumables that are widely used in critical medical devices. These products enhance the reliability and effectiveness of health monitoring systems, providing safer and more efficient technology support for the healthcare industry.
The company is at the forefront of research and development in biocompatible materials, with a particular focus on regenerative medicine and drug delivery systems. Onyx Medical is committed to driving breakthroughs in materials science, continuously introducing innovative products that improve patient care.
Onyx Medical also focuses on the development of next-generation electronic materials for use in consumer electronics and industrial applications. These materials are designed to offer superior performance and durability, meeting the growing demands of the global electronics market.
Understanding how sealing parameters are tailored across distinct regional markets and commercial scenarios.
In hospital sterilization centers, rotary heat sealers operate continuously to process surgical tool packs. These sealers must achieve airtight seals on paper-plastic reels and SMMS wraps at speeds of up to 10 m/min, verifying parameters in real time to avoid contamination risks.
Moisture barrier packaging for semiconductors requires impulse sealing systems with high vacuum capabilities. The vacuum process must not generate static discharges, necessitating specialty static-dissipative materials paired with precise pressure-controlled sealing jaws.
High-speed liquid and powder pouch filling machinery utilizes continuous rotary thermal jaws. Achieving leak-proof seals at speeds exceeding 150 cycles per minute requires materials with high hot-tack strength that solidify instantly upon cooling.
Addressing the critical technical questions commonly encountered by global procurement and engineering professionals.
The three critical parameters are Temperature (which melts the polymer to form the molecular bond), Pressure (which forces the mating surfaces into intimate contact), and Dwell Time (the duration the pressure and temperature are applied). Validation under ISO 11607-2 requires documenting these three variables continuously.
ISO 11607-2 specifies validation requirements for forming, sealing, and assembly processes of sterile barrier systems. This standard dictates that sealing parameters must be monitored, alert limits must be set, and seal integrity (peel strength, dye penetration) must be regularly tested to ensure repeatability.
Impulse sealers apply heat only when the sealing bar is compressed, making them ideal for heavy-duty plastic bags and cleanroom applications. Continuous rotary sealers pass pouches through heated rollers, making them highly efficient for high-volume, automated assembly lines.
Typical causes include incorrect heat calibration, inconsistent jaw pressure, moisture in the seal area, or utilizing low-grade substrates that cannot handle the thermal load. Partnering with suppliers like Guangdong Onyx Medical ensures compatible substrates designed to resist thermal stress.
Medical sterilization wraps, pouches, and reels must be free from particulate contamination before sterilization. Cleanrooms control the particle count and microbial presence in the air, ensuring that the packaging materials do not harbor bioburden that could lead to post-sterilization failure.
Explore our highly reliable, waterproof, and heat-sealable surgical barriers and monitoring consumables.